
Surface Hardening Service Provider in Punjab
Precision surface hardening and induction heating job work for steel, alloy, and industrial components across Punjab.
Searching for a dependable surface hardening service provider in Punjab? At Thakur Industries, our induction surface hardening and case hardening job work raises the outer surface of steel and alloy components to 58–62 HRC while keeping the core tough and ductile. From our Ludhiana workshop we serve automotive, tractor and industrial OEM clusters across surface hardening Punjab demand — including surface hardening Ludhiana, Mandi Gobindgarh, Jalandhar, Khanna and Patiala — with consistent, traceable, high-accuracy hardening for shafts, gears, axles, pins and rollers.
What Is Surface Hardening?
Surface hardening is a heat treatment process designed to strengthen only the outer surface of steel or alloy components while retaining a tough, ductile core. This process improves wear resistance, fatigue strength, and longevity without affecting internal properties — making it ideal for shafts, gears, spindles, and pins used in heavy-duty machinery.
Surface Hardening Methods We Offer
As a full-service surface hardening provider in Punjab, we choose the right method for your component, load and geometry.
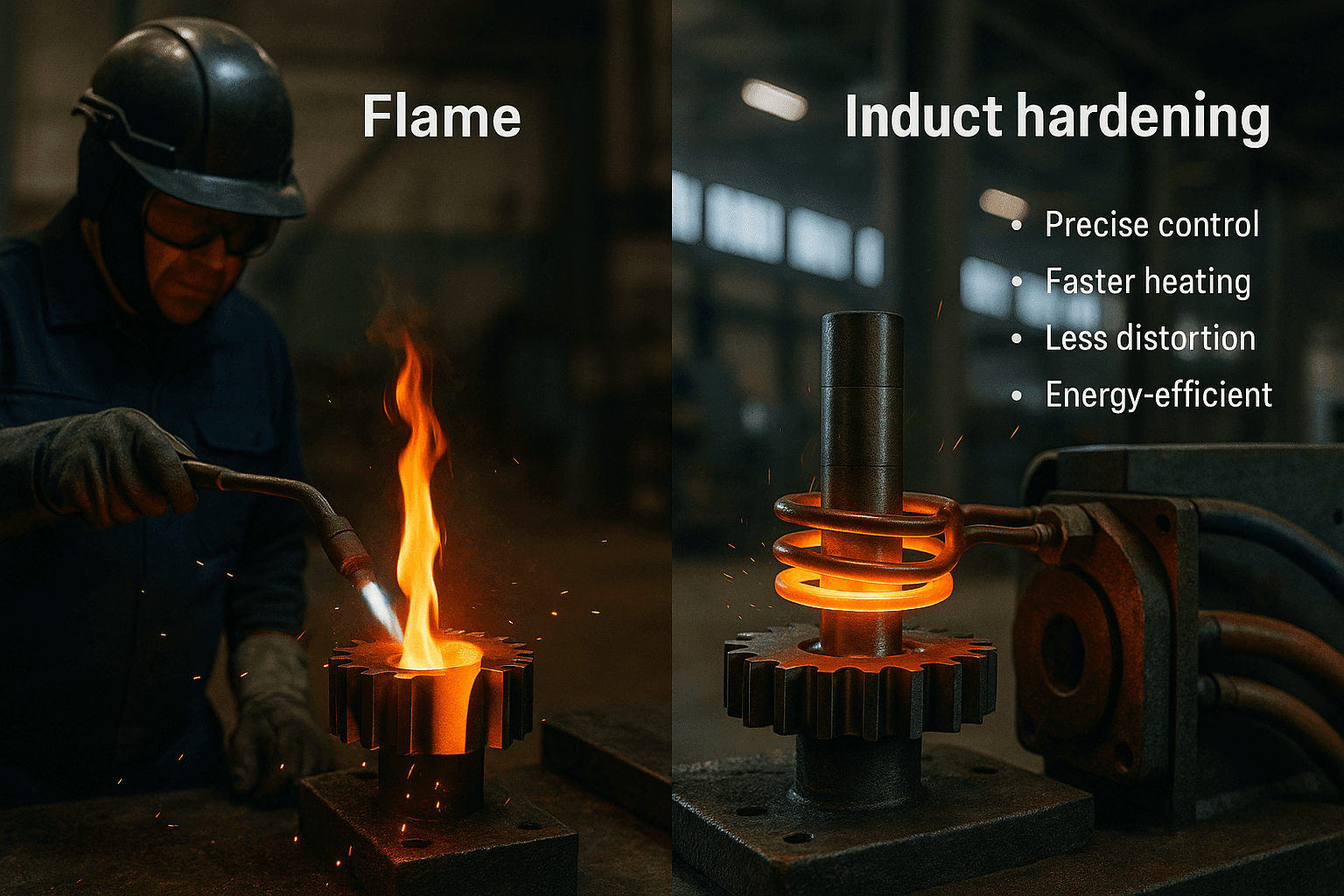
Induction Surface Hardening
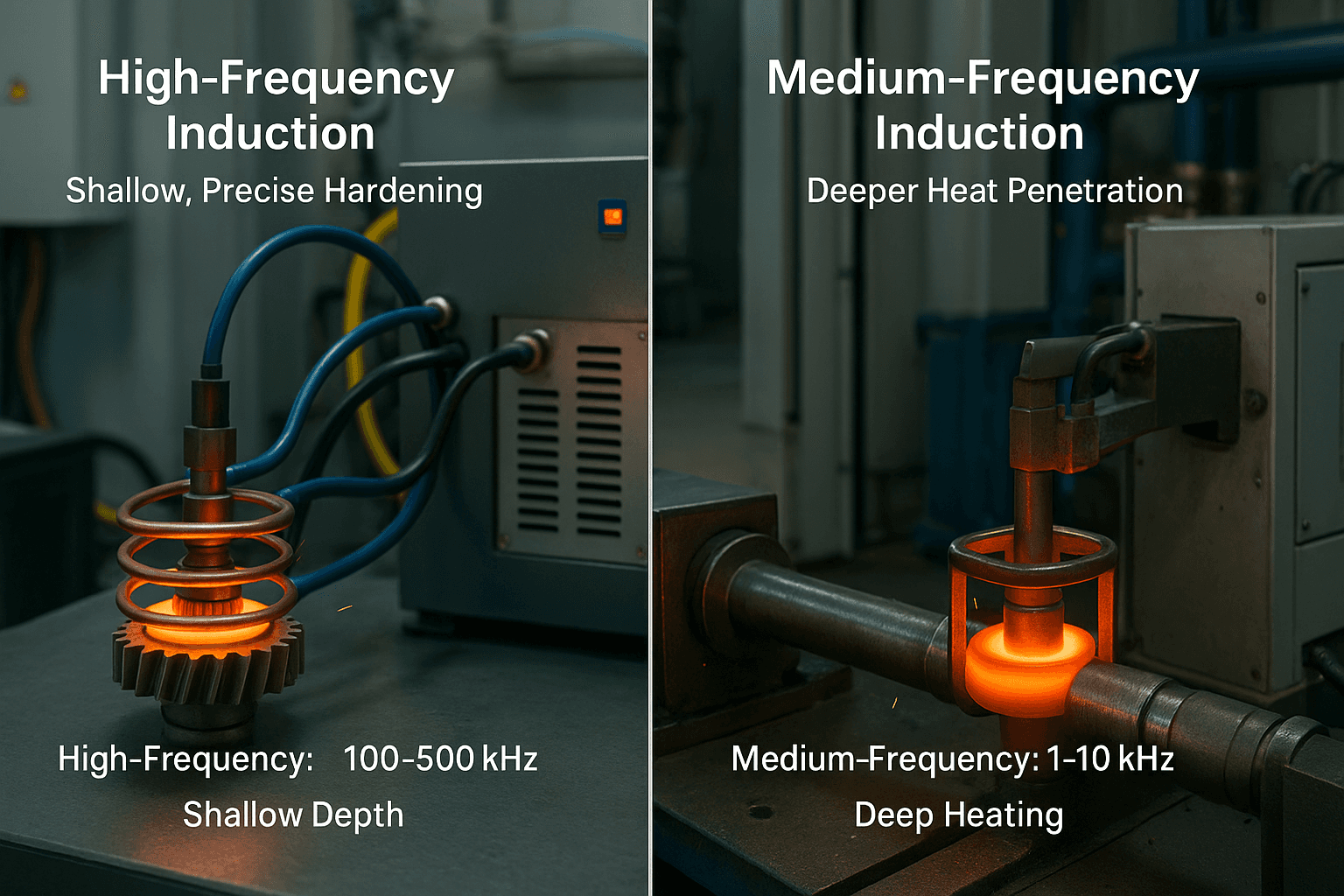
High-frequency electromagnetic coils heat only the target surface to 900–950 °C before rapid quenching, producing a hard 58–62 HRC case with minimal distortion. It is fast, energy-efficient and ideal for shafts, gear teeth and bearing journals. Explore our dedicated induction hardening services for full process detail.
- Localized, repeatable hardness
- Low distortion, less post-grinding
- Best for medium-carbon steels
Case Hardening (Carburizing)
Case hardening diffuses carbon into a low-carbon steel surface, then hardens it to create a thin, uniform, deep wear-resistant case over a soft core — ideal for intricate parts and fine-pitch gears. Learn more on our case hardening job work page.
- Uniform case on complex shapes
- Excellent for low-carbon alloys
- Deep, controllable case depth
Precision Heat Treatment for Shafts, Gears, & Components
Our localized surface hardening process ensures precise depth control, uniform hardness, and minimal distortion — essential for accuracy-driven components.
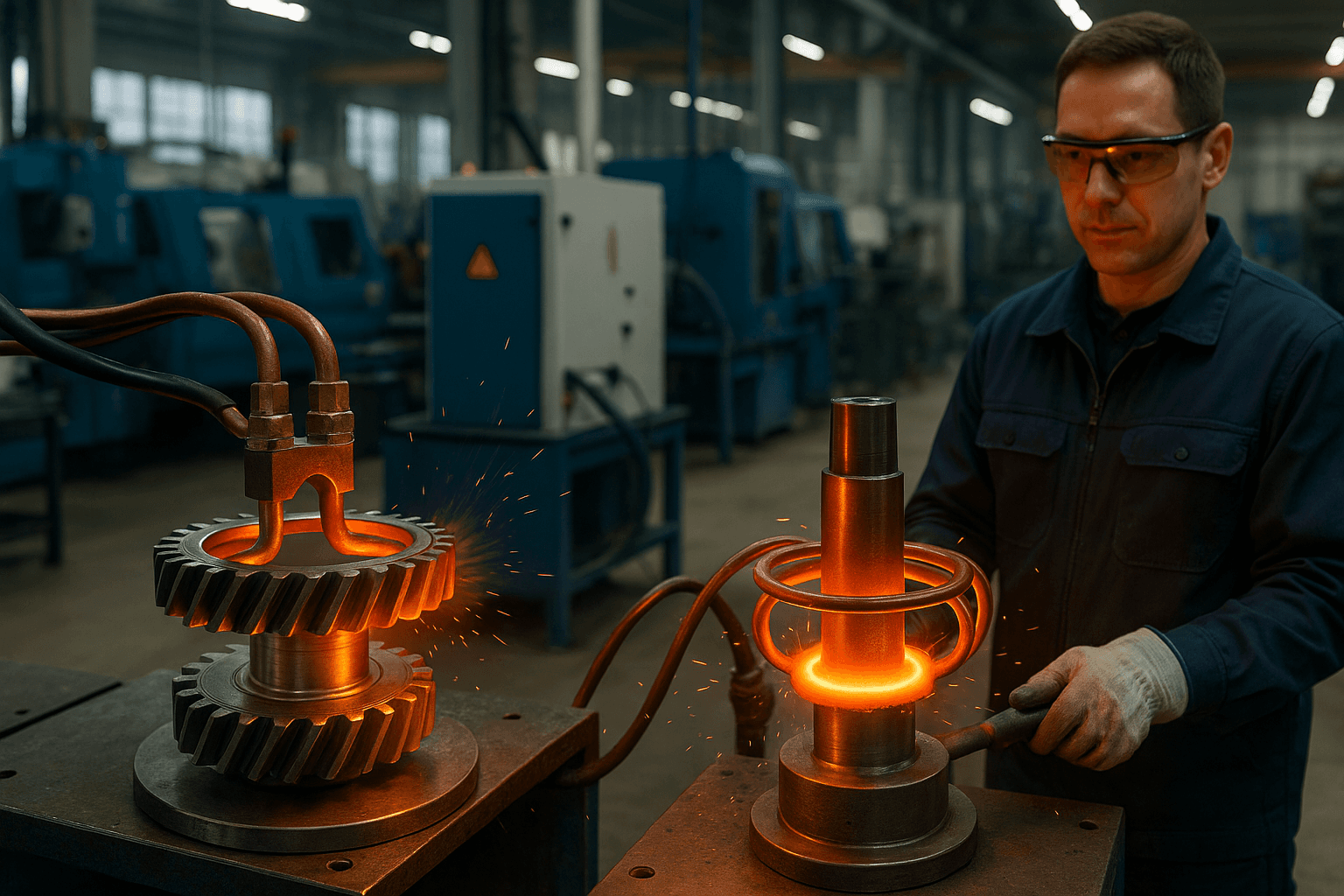
Induction Heating
Targeted heating of the component surface using electromagnetic coils.
Quenching
Immediate cooling using polymer or water-based quenching to form a hard surface layer.
Tempering
Optional reheating for enhanced toughness and reduced brittleness.
Surface Hardening Specifications
Typical metallurgical and process parameters for our surface hardening job work in Punjab.
| Surface Hardness | 58–62 HRC (hardened surface) |
|---|---|
| Case Depth | 0.8 mm – 3.5 mm (controlled to spec) |
| Methods | Induction surface hardening, case hardening |
| Component Types | Shafts, gears, axles, rollers, pins, spindles |
| Steel Grades | EN8, EN19, EN24, 4140, 4340, tool steel |
| Heating Temperature | 900–950 °C (induction) |
| Quench Medium | Polymer / water-based, controlled |
| Turnaround | 2–4 working days (standard) |
| Testing | HRC verification, case-depth check, dimensional inspection |
Why Choose Surface Hardening for Steel Components?
Surface hardening is one of the most effective ways to enhance component life without compromising flexibility and strength.
Creates a hard, durable surface that withstands abrasion and friction.
The core remains tough and less brittle, preventing fractures under impact.
Hardens only specific areas where needed, reducing distortion and saving energy.
Minimal distortion compared to through-hardening methods, preserving component geometry.
Compatible Components & Steel Grades
We provide surface hardening job work for a wide range of components and materials, serving both OEMs and local manufacturers in Punjab.
Common Components
Material Grades
Localized Surface Hardening for Precision Applications
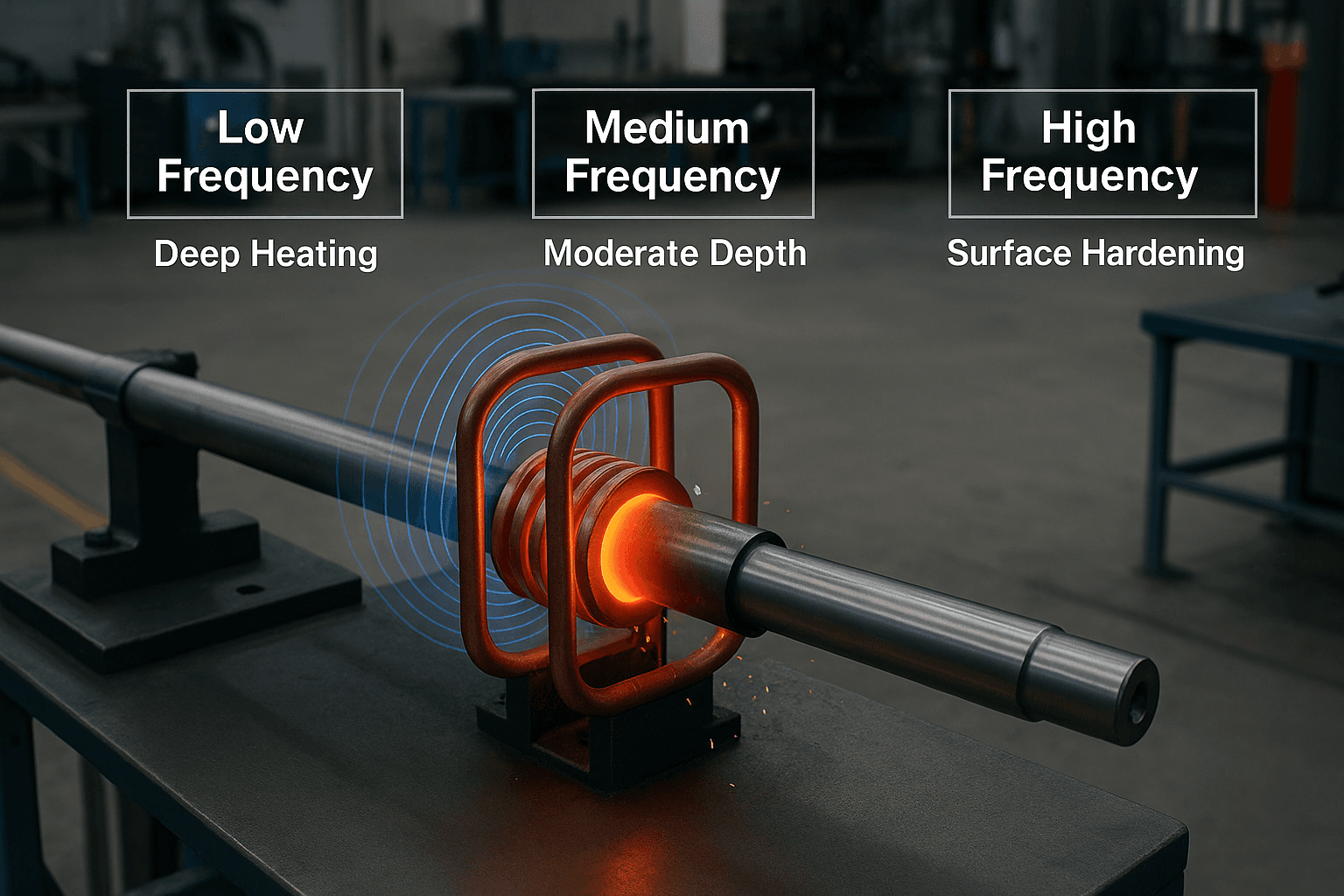
Our localized surface hardening technology uses high-frequency induction heating to target only critical zones, ensuring optimal hardness where stress is highest. This method reduces energy consumption, improves metallurgical consistency, and allows flexibility in treating different geometries.
Surface Hardening Pricing & Turnaround
We offer competitive surface hardening rates for both prototype batches and bulk OEM production. Final pricing depends on weight, size, case depth, steel grade and quantity — share your drawing for an exact quote within 24 hours.
Pricing Basis
Per kg or per piece, with reduced rates on bulk and repeat OEM orders.
Minimum Order
No rigid minimum — single trial parts to multi-thousand-piece lots accepted.
Turnaround
Standard 2–4 working days; urgent same-week jobs for regular clients.
Why OEMs Trust Thakur Industries
A surface hardening service provider in Punjab built on repeatable quality, traceability and fast delivery.
Consistent 58–62 HRC
Repeatable hardness on every component, batch after batch.
ISO-Grade Process
Documented, traceable hardening for OEM supply chains.
In-House Testing
HRC, case-depth and dimensional checks before dispatch.
Fast Turnaround
2–4 day standard delivery keeps your line running.
Surface Hardening FAQs
What does a surface hardening service provider in Punjab do?
A surface hardening service provider hardens only the outer surface of steel and alloy components while keeping the core tough and ductile. At Thakur Industries we offer induction surface hardening and case hardening job work across Punjab for shafts, gears, axles, pins and rollers, raising surface hardness to 58–62 HRC for superior wear and fatigue resistance.
How much does surface hardening cost in Punjab?
Surface hardening job-work pricing depends on component weight, size, required case depth, steel grade and order quantity. We price most jobs on a per-kilogram or per-piece basis with attractive rates for bulk OEM orders. Send us your drawing and quantity on WhatsApp for an exact quotation within 24 hours.
What is the turnaround time for surface hardening job work?
Standard turnaround is 2–4 working days after we receive the components and an approved specification. Urgent and same-week jobs can be arranged for regular clients, and on-site hardening for very large components is scheduled separately.
Which surface hardening method is best — induction or case hardening?
Induction surface hardening is faster and creates far less distortion because only the target zone is heated. It suits most shafts, gears and pins. Case hardening (carburizing) adds carbon to a low-carbon surface and is preferred for thin, deep, uniform cases on intricate parts. We advise on the best route for each application.
What hardness can surface hardening achieve?
58–62 HRC is typical on the hardened surface, with controlled case depth from 0.8 mm up to 3.5 mm depending on the component and load requirements. EN24 and case-hardening alloys achieve the upper end of this range.
Which materials and components do you surface harden?
We harden EN8, EN19, EN24, 4140, 4340 and tool steels, treating shafts, gears, axles, rollers, pins and spindles. A carbon content of 0.35–0.60% gives the best induction-hardening response; lower-carbon parts are routed to case hardening.
Do you serve areas outside Ludhiana in Punjab?
Yes. As a surface hardening service provider in Punjab we serve Ludhiana, Mandi Gobindgarh, Jalandhar, Khanna, Patiala and nearby industrial clusters in Haryana and Delhi NCR, with on-site hardening available for large components.
Learn more about the metallurgy of surface hardening from the ASM International heat-treatment resources.
Last updated: June 2026 · Thakur Industries, Ludhiana, Punjab
// WHAT CLIENTS SAY //
What Our Clients Say About Our Heat Treatment Services
Trusted by Manufacturers Across Ludhiana, Punjab & Haryana for Precision Hardening Job Work
"Reliable and precise hardening job work every time. Their induction hardening process in Ludhiana is top-notch."
Karan Singh
Ludhiana Gears Pvt. Ltd.
"One of the best induction heat treatment companies in Punjab. Quality and delivery always on time for our case hardening needs."
Harpreet Singh
Harpreet Engineering Works, Rajpura
"Professional service and consistent quality for our automotive shafts. A great surface hardening company to work with."
Rohit Verma
Rohit Manufacturing Co., Ambala
Ready to Harden Your Quality?
Contact us for a free consultation. Send your component details or drawings and get a quick quotation within 24 hours.